- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

플레이트 용 방지 프레임 형 자동 로딩 및 언 로딩 머신
가구 워크 피스가 재료의 공기 투과성으로 인해 전체 팔레트에 적재되는 경우, 워크 피스 사이의 적합도.
그리고 가장자리에 접착제의 접착력으로, 조작기는 워크 피스를 잡을 때 상호 접착력을 유발할 수 있습니다.
목표는 한 층의 워크 피스를 잡는 것이지만 실제로는 최대 3-4 개의 층을 잡을 수 있습니다.
이를 통해 일련의 부정적인 영향을 미치고 장비 작동의 신뢰성을 크게 줄입니다.
장비는 플레이트를로드 할 요구 사항이 높습니다. 플레이트가 더 오래 걸리면 플레이트 사이의 몸매가 더 꽉 조여집니다.
그리고 더 쉬운 것이 더 쉬워집니다. 가장자리에서 판의 청결과 잔류 접착제는 플레이트 사이의 상호 접착력을 악화시킬 수 있습니다.
장비의 작동 신뢰성은 좋지 않습니다.
판 사이의 상호 접착으로 인한 문제는 종료 및 수동 개입이 필요하며,이 상황은 자주 발생합니다.
안전 위험이 높습니다. 빈번한 이상은 직원이 조작자의 작업 영역에 들어가서 나가야하므로 안전 위험이 높아집니다.
흡입 컵 잡기 사이클은 고정되어 있지 않습니다. 판을 해제하기위한 테이블 높이는 고정되어 있지만 잡을 때
플레이트는 각 팔레트로부터 층으로 층을 잡고 높이가 점차 감소하여 끊임없이 변화하고있다.
따라서 위의 문제에 대한 응답으로 플레이트를 정확하게 공급하기 위해 새로운 유형의 연결된 공급 자동화 장비를 연구하고 개발해야합니다.
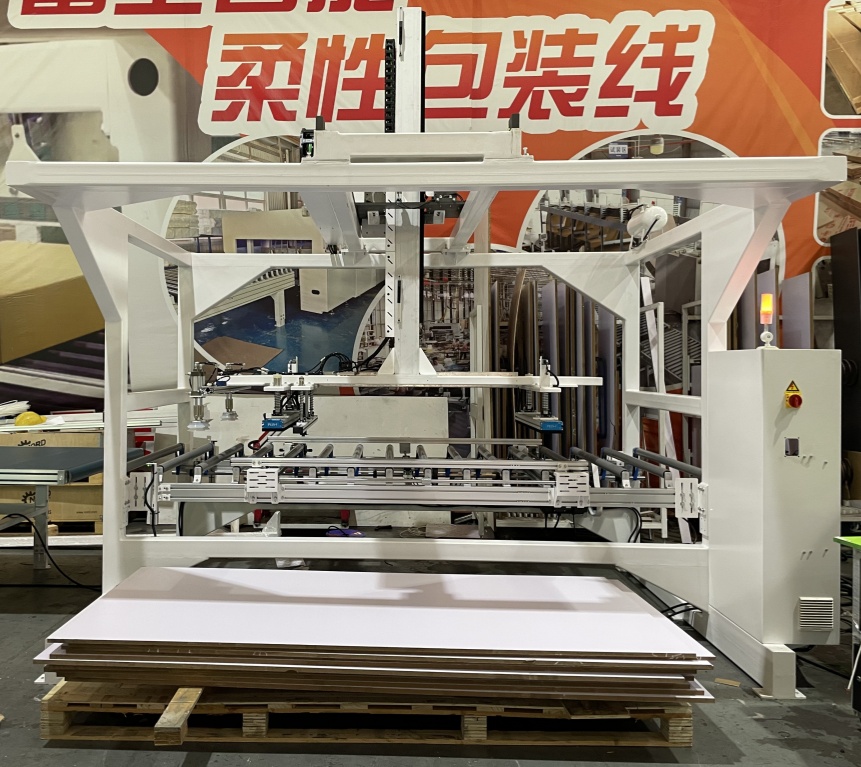

목재 기반 패널 생산 라인에서 방지 프레임 형 자동 로딩 및 언 로딩 머신의 워크 플로우
1. 적재 준비 : 작업자는 장비의 공급 랙에 가공 된 목재 기반 패널의 전체 팔레트를 배치합니다. 랙의 리프팅 플랫폼은 자동으로 초기 잡기 높이로 조정됩니다.
2. 배치 및 잡기 : 갠트리 조작기는 패널 바로 위로 이동하는 잡기 메커니즘을 구동합니다. 산업용 카메라는 패널의 위치를 찾습니다.
흡입 컵은 패널 표면에 접촉하기 위해 내려 가고, 항-접착 모듈이 동시에 활성화됩니다.
3. 항-조정 감지 : 장력 센서가 하중을 감지합니다. 단일 층의 패널이 잡히면 4 개의 작은 디스크 모양의 흡입 컵이 패널의 한쪽 끝에 부착되어 있음을 확인한 후
추가 부착 된 패널이 흔들리도록 몇 초 동안 폭력적으로 위아래로 흔들립니다. 그런 다음 조작기는 가이드 레일을 따라 가이드 레일을 따라 가공 장비의 공급 포트로 이동합니다.
4. 공개 언로드 : 패널이 가공 장비의 지정된 위치로 배달되면 흡입 컵은 진공을 방출하여 로딩 프로세스를 완료합니다. 동시에
또 다른 잡기 메커니즘 세트는 장비에서 처리 된 패널을 동기식으로 가져 와서 언로드 컨베이어 라인으로 전송합니다.
5. 사이 클릭 작동 : 잡음이 잡히는 표면 높이를 안정적으로 유지하기 위해 점수가 점차 상승합니다. 팔레트의 모든 패널이 처리되면
장비는 재료 변경 프롬프트를 발행합니다.